Over the past decade, Alumnus has used applications development, AI, Cloud and IOT capabilities to solve challenges faced by Manufacturing sector clients. Areas addressed include shop-floor automation, process improvement and equipment performance.
For example, complex Rule Engine applications digitalised existing machine settings and materials allocation rules across globally deployed factories to generate recipe, improve process and product quality. Centralised multi-lingual applications were developed to roll-out standardise LOTO procedures under EHS processes at a large global manufacturer. A new performance improvement planning and tracking system enables a global manufacturer to monitor project progress and improve their use of available budgets.
Designing innovative and cross-discipline solutions have a focus area – like early detection of anomalies in engines and automated error checking of engineering drawings. ML and AI techniques are heavily used for anomaly detection in engines while computational geometry, text/ image recognition algorithms and AI techniques are used for error detection in engineering drawings. Both solutions were Cloud-based and allowed ongoing improvement in accuracy of output by fine-tuning of ML models.
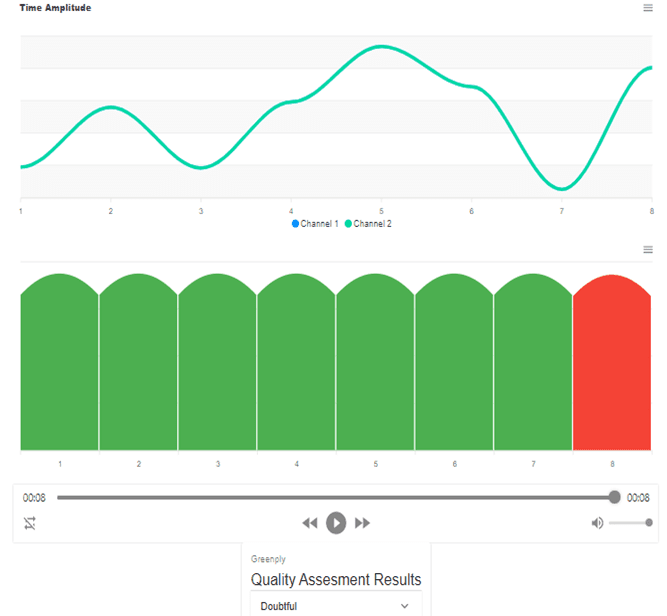
Alumnus has built a proprietary data analytics platform called Resonance from scratch to accept sensor and vision data and detect very-early deviations from norms in the operation life-cycle of Equipment, before they are visible to engineers. This is achieved with prebuilt data repair methods, statistical techniques and ML models, which can be customised based on need. The demand and spend on servicing Equipment can hence be reduced. Equipment Life can be extended and output product quality can be improved. OEMs, distributors and servicing teams can bundle Digital Services around their equipment supply.
Many of these applications and platforms have been designed and deployed on the back of innovative and joint ideation with clients. Contrary to off-the-shelf solutions, most of Alumnus’ solutions to digitalize manufacturing have not been black-box solutions but have been built in-house by Alumnus engineers and can be modified to meet important challenges faced by customers as they are progressively deployed into their business environment.